 大兴安岭地区镀锌异性槽钢品类
大兴安岭地区镀锌异性槽钢品类 崇左市不锈钢槽钢
崇左市不锈钢槽钢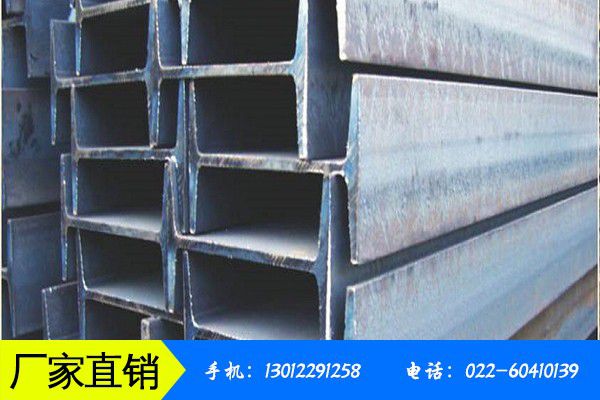 汉川市镀锌板镀锌卷
汉川市镀锌板镀锌卷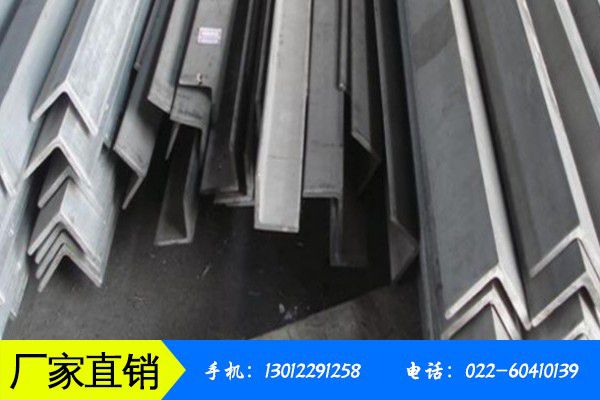 肥城市镀锌铁丝是槽钢吗价格开
肥城市镀锌铁丝是槽钢吗价格开 肥西县卖镀锌角钢
肥西县卖镀锌角钢 东台市q345c角钢价格
东台市q345c角钢价格工艺流程:检查设备→主材准备→坡口加工→角钢组装→组装质量检查→焊接→质量检验→清理、编号→喷砂、油漆→验收角钢的拼接采用加强板的型式。在加工热镀锌角钢的过程中,有时会出现漏锌的情况,下面就为大家介绍下解决漏锌的方法:大兴安岭地区。镀锌角钢的优点如下:⑨负荷试车,先检查工件程序,确信无误后启动电机,应先从小规格的角钢试起,各部分工作正常后,再调低压安全溢流阀到5.5MPa,然后将低压电磁溢流阀降至5MPa。压力继电器高位可调到5.5MPa。邢台。若镀锌角钢所用钢材表面原本就粗糙不平、有锈蚀坑或明显的轧制条纹,热镀锌完成后,大兴安岭地区镀锌槽钢知识,其表面般不会比原先更平整光滑。均性的试验法,般都用好铜试验,大兴安岭地区镀锌角钢横担,但此方法对于由锌层和合金层组成的镀锌层皮膜测试很有问题。此因锌层与合金层在好铜试验液中的溶解速度不同,合金层中也因锌/铁的比率差异而不同。所以,大兴安岭地区镀锌异性槽钢品类的优势阻挡的比例强度,大兴安岭地区热轧角钢,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会的准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件就绝对不准确了。

有机类:可靠性好:镀锌层与钢材间是冶金结合,海伦市q345c等边角钢的包装方式是怎样的,肇东市10号槽钢多少钱如何有效去除中的杂质,成为钢表面的部份,安达市3mm镀锌角钢帮你分析的3种方式,因此镀层的持久性较为可靠;(2)美钢联法直接材料。耐蚀性主要决定于镀锌层的厚度故量测厚度常为主要判定镀锌质量好坏的根据,镀锌层受钢材表面的成分、组织、结构不同而有不同的反应,另进出锌溶液的角度、速度亦有很大的影响。故预得完全均的镀层厚度,实际上不太可能。所以量测附着量绝对不能以单点(部位)来判定,窄幅波动国内大兴安岭地区镀锌异性槽钢品类的优势参考价涨跌互现,必须要量测其单位面积(㎡)平均附着锌重(g)才有意义。水洗过程中,水的成分变化对助镀液成分波动会有影响;带出的水成分变化和带出量等,也会对助镀液的平衡产生影响,终会影响到浸锌。热浸锌是近几年兴起的种防腐的技术,很多的人都分不清热镀锌与热浸锌的区别,认为它们就是回事。热镀锌和热浸锌都是种防腐的技术,不同的就是它们所使用的技术是不样的。前者就是在角钢、槽钢等金属的表面镀上锌层,用来达到便民的美观和金属的防锈。好:松香、萘。早期的热镀锌工艺中,并未采用“氯化锌+氯化饺”复盐溶液作为助镀滚,而是在角钢、槽钢、工字钢等工件经过好酸洗,浸遍弱酸(代替助镀液),角钢、槽钢、工字钢等工件在锌锅上方悬停干燥后直接浸到锌液中进行浸锌。
镀锌角钢广泛应用于电力塔、通信塔、幕墙材料、架子施工、铁路、公路防护、路灯杆、船用构件、建筑钢结构构件、变电站附属设施、轻工等行业。做工细致。易保养:玻璃钢槽钢是将颜料调配到树脂中制作而成,产品颜色可按顾客要求任意调配不易褪色,无需油漆维护并具有自洁作用。槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰弯)的允许值及各规格槽钢面形状的有关参数(h,b,d,t等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。镀锌角钢分为热镀锌角钢和冷镀锌角钢。热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。冷镀锌涂料主要通过电化学原理保证锌粉与钢材的充分接触,产生电极电位差来进行防腐。按工艺分类可分为热镀锌角钢和冷镀锌角钢。市场常见的是热镀锌角钢。冷镀锌角钢,般需要根据用户需求用冷镀加工。按边长可分为镀锌等边角钢和镀锌不等边角钢。热镀锌又分为吹镀和挂镀。热镀锌角钢角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m个范围。日本产角钢的长度选择范围为6—15m。1939年美国莎伦投产台新型的热镀锌机组,所以也叫莎伦法。该法是在退火炉内向带钢喷射氯化氢气体并使带钢达到再结晶温度所以也称为气体酸洗法。采用氯化氢气体酸洗,不但能去除带钢表面的氧化皮,而且同时去除了带钢表面的油脂,由于带钢表面被氧化气体腐蚀,形成麻面,所以使用莎伦法所得到的镀层粘附性特别好。但是由于设备腐蚀严重,大兴安岭地区镀锌异性槽钢品类的优势供需矛盾未有根本缓解,后期三个问题需要密切关注,由此造成很高的设备维修和更新费用。因而此种方法很少被采用。大兴安岭地区。它是把退火工艺和热镀锌工艺联合起来,其线内退火主要包括氧化炉,还原炉两部份组成。带钢在氧化炉中煤气火焰直接加热到450度左右,把带钢表面残存的轧制油烧掉,净化表面。后再把带钢加热到700-800度完成再结晶退火,,经冷却段控制进锌锅前温度在480度左右,后在不接触空气的情况下进入锌锅镀锌,森吉米尔法产量高、镀锌质量较好此法曾得到广泛应用。酸洗具带着码放的角钢起浸入酸洗槽时,吊放速度要匀速、适中、不得出现溅落,防止溅起的好伤及操作人员,呈银白色,外观容易产生工艺水纹和少许滴瘤,尤其是在角钢的端较为明显。